¿Alguna vez has jugado el siguiente deporte?
¿Pudiste notar las similitudes que tiene con la capacidad de proceso? ¡Sigue leyendo y conoce más!
Cuando se realizan las gráficas de control es posible observar si el proceso es o no estable, sin embargo, la medida en que éste puede alcanzar a cumplir con los requisitos de calidad es la capacidad de proceso. De acuerdo con Madrigal (2018, p. 163) esto se refiere a lo siguiente:
El índice de capacidad del proceso (Cpk), también denominado ratio de capacidad del proceso, es un cálculo estadístico sobre la capacidad de un proceso para producir un resultado dentro de unos límites predefinidos (TS, tolerancia superior, y TI, tolerancia inferior).
El concepto de capacidad del proceso es válido solo para procesos que están sometidos a control estadístico. Este índice juega un papel fundamental en las plantas de producción al momento de demostrar que un proceso (por ejemplo, producción de tornillos) es fiable y está bajo control.
Es importante mencionar que si la capacidad es alta el proceso cumple, si se mantiene por periodos prolongados se dice que el proceso está bajo control y es estable, mientras que si la capacidad es baja el proceso no puede cumplir y es necesario realizar acciones para corregirlo.

Para determinar dichos índices es importante seguir ciertas consideraciones o requisitos:
Conocer esta medida es sumamente importante para asegurar la calidad de los productos, por tal motivo es importante su estudio.
Los índices de capacidad de proceso se clasifican a partir de dos aspectos: su localización con respecto a los límites y su alcance de acuerdo con el tiempo. Enseguida se explican:
A continuación se presenta a manera de tabla la clasificación de los índices de capacidad:

De esta manera es posible percibir fácilmente cómo se organizan los índices dependiendo de dónde se encuentren y de su duración.
Los límites de especificación en la capacidad de procesos son las tolerancias mínimas y máximas, siendo la media o el promedio el límite central, el cual es el objetivo. Estos aspectos se representan de la siguiente manera:
De acuerdo con la clasificación de índices, los que son aceptados de manera usual son los siguientes:
Éstos ayudan a conocer los valores entre los cuales los procesos deberían funcionar; generalmente se establecen conforme a las requisiciones del cliente y, a su vez, permiten evaluar el proceso contra la satisfacción del consumidor.
Para determinar la capacidad del proceso se consideran dos tipos:
En el primer caso la capacidad se calcula de la siguiente manera:
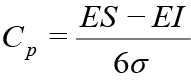
a) Índice Cp
La fórmula para determinarlo es:
Para interpretar el resultado de Cp es importante considerar las categorías de los procesos que indican que entre mayor sea el valor, el proceso se considerará más capaz de cumplir con las especificaciones de calidad.
A continuación podrás conocer las categorías:
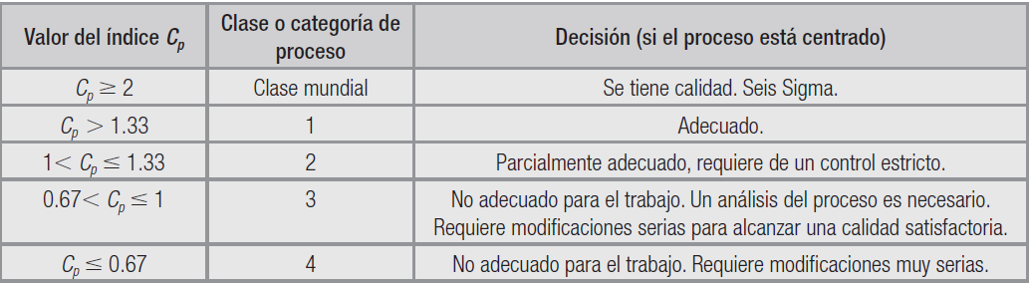 Imagen 1. Categorías de los procesos que dependen del valor de índice Cp
Imagen 1. Categorías de los procesos que dependen del valor de índice Cp
Ejemplo:

Con esta información se calcula el Cp:

Con el resultado obtenido se puede interpretar que el proceso no es capaz y es necesario realizar modificaciones.
b) Índices Cpi, Cps, Cpk
Estos límites sí consideran que el proceso esté centrado, pues las fórmulas incluyen la media.
Para calcular el Cpi en la fábrica de paños se siguió el siguiente procedimiento:
Al sustituir los datos se encontró el resultado que se muestra a continuación:
Ahora bien, el Cps se obtiene a través de la fórmula que contempla el cálculo de la especificación superior (ES) mediante la cual se consigue el siguiente valor:

Si se comparan estos resultados con los valores de los índices de capacidad recomendados es posible observar que no se cumple con las especificaciones, pues los datos obtenidos están muy por debajo de ellos.
Se considera que el índice Cpk, o capacidad real del proceso, es igual al valor mínimo obtenido de los índices Cpi y Cps, según la fórmula que se muestra enseguida:

Respecto al ejemplo de la fabricación de paños, el valor mínimo es 0.50, lo cual indica que el proceso no está centrado y es inminente hacer ajustes.
c) Índice K
Se refiere al índice de centrado del proceso. Su importancia radica en conocer si las variables de calidad se encuentran dentro de la media y se calcula con la siguiente fórmula:
En el caso del proceso de elaboración de paños, el índice K estaría dado por:
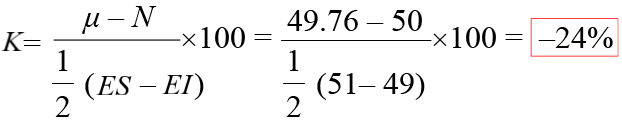
Con este resultado se puede concluir que el proceso no está centrado, ya que por ser un valor negativo significa que está a la izquierda del valor central y no tiene la capacidad para cumplir con las especificaciones.
En estos casos se deben tomar acciones inmediatas para corregir el proceso, ya que afecta a la calidad de los productos porque no se está cumpliendo con las características requeridas.
Los procesos de una sola especificación, como se comentó anteriormente, deben cumplir con uno de los límites, ya sea el superior o el inferior, y para ello se aplican los índices Cpi o Cpm, los cuales están dados por las fórmulas que se muestran enseguida:
En el ejemplo del proceso de fabricación de paños se observó que ambos valores estaban muy por debajo de los valores recomendados y que el proceso se encuentra descentrado en un −24 %.
La aplicación de estos índices es para productos que deben cumplir al menos con un límite inferior como en el caso de un espesor o un diámetro, así como para los que deben contar con el límite superior, por ejemplo, los cosméticos, o los refrescos medidos en kilogramos o mililitros.

d) Índice Cpm o índice de Taguchi
Genichi Taguchi propuso que los procesos deberían ser capaces de ser estables y cumplir con la calidad del valor meta o valor nominal, a diferencia del Cp y Cpk que están enfocados en cumplir con las especificaciones.
El cálculo para determinar este índice se da a través de la siguiente fórmula:
Sin embargo, para desarrollarla es importante conocer el valor de τ:

Es importante señalar que si el proceso está centrado entonces Cp equivale a Cpm.
Utilizando la información del ejemplo de los paños se tiene que:

Es posible comparar el valor de 0.59 con los valores de índices recomendados y las categorías de los procesos de Cp que es inferior a uno; esto indica que la calidad del proceso de fabricación de paños es baja, ya que no se están cumpliendo con las especificaciones y, además, el proceso no está centrado.
Generalmente se tienen los datos de la media y la desviación estándar, pero no siempre es el caso y se deben calcular utilizando una muestra por intervalos mediante las siguientes fórmulas:
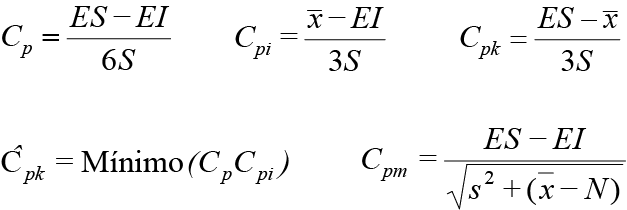
Los resultados de los índices no deberán compararse con los valores recomendados ni con las categorías de Cp, puesto que al ser datos tomados de una muestra no representan el índice de una población.
Considerando lo anterior, es necesario determinar los intervalos de confianza para las muestras, calculándolos de la siguiente manera:
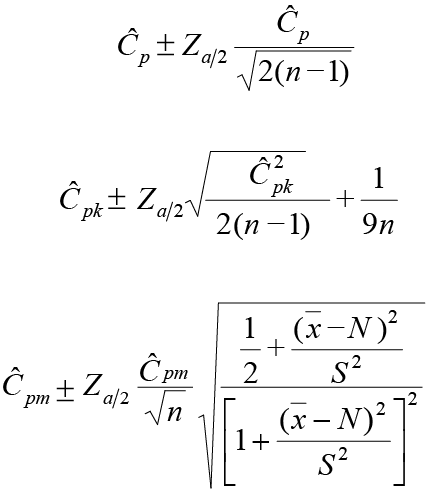
El valor de Z a/2 equivale a 1.96, en caso de que se desee mantener una confianza de 95 %.
Con los datos de la producción de paños, donde el valor nominal es de 50 y las especificaciones es ±1, o sea, EI = 49 y ES = 51, considerando una muestra de 40 en donde la media (x̄) se calcula en 50.1 y la desviación estándar es S = 0.289, se estimarán los índices con las fórmulas dadas anteriormente:
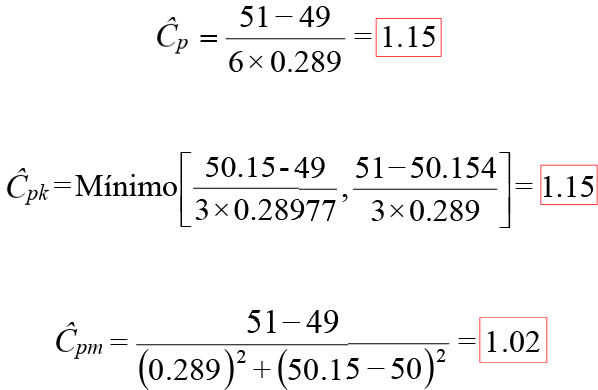
Calculando los índices de la población con un intervalo de confianza de 95 %, se tiene que:
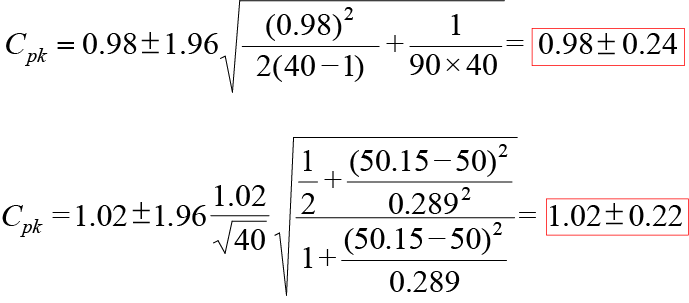
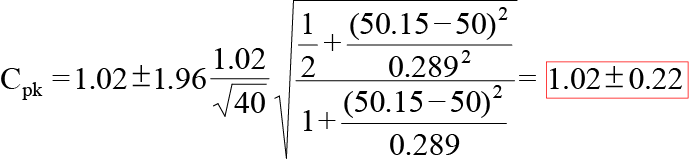
Los resultados indican que el Cp está entre 0.89 y 1.41, el Cpk entre 0.74 y 1.22 y el Cpm entre 0.80 y 1.24, concluyendo de esta forma con que el proceso es capaz comparando estos valores con los recomendados, sin embargo, para asegurarlo es recomendable tomar una muestra más amplia.
Analiza la siguiente situación:

Para medir la capacidad de proceso de la compañía el equipo de ingenieros tomó como referencia que los labiales deben tener un peso de 25 gramos. Teniendo un ES = 26 gramos y un EI = 24 gramos.
De acuerdo con la inspección que se realizó a un lote de 500 piezas se tuvo que la media es de 24.866 y la desviación estándar de 1.322.