En el tema anterior se abordaron los tipos de muestreo y se pudo observar la función de cada uno de ellos, ¿recuerdas el caso de Rogelio?

Ahora bien, ¿cómo es posible saber cuántos labiales deben inspeccionarse en dicho lote? ¿Te lo habías preguntado antes?
Para determinar el tamaño de las muestras y la elaboración de planes de muestreo existe una metodología, ésta se revisará a continuación, ¡toma nota!
Cuando se tienen lotes de productos y se desea llevar a cabo una revisión midiendo las variables con el fin de precisar cuántos son no conformes y decidir cuáles lotes se rechazan de acuerdo con el porcentaje de defectuosos es importante considerar una norma que integra los procedimientos específicos de inspección, se trata de la MIL-STD-414, en la cual se describen cuatro secciones:
Todas ellas se apoyan en el uso de tablas, las cuales podrás conocer a continuación:
Ahora bien, la implementación de esta norma sirve para calcular las colas y decidir si los lotes se aceptan o rechazan, para ello se emplean las siguientes fórmulas:
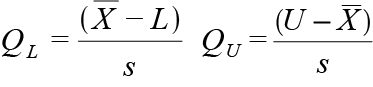
Donde:
 : Representa la media de la muestra.
: Representa la media de la muestra.
QL: Es la distancia entre la media de la muestra y el lado izquierdo.
QU: Es la distancia entre la media de la muestra y el lado derecho.
S: Señala la desviación estándar.


Al respecto es posible mencionar que para tomar la decisión de aceptar o rechazar es necesario considerar lo siguiente (Madrigal, 2018, p. 265):
"Si QL ≥ k, se debe de aceptar el lote.
Si QL < k, se debe de rechazar el lote.
Donde k es una constante que depende del NCA, del tamaño del lote y del tipo de inspección”.
Cabe mencionar que su valor se obtiene de la tabla, tal como se muestra enseguida:
CNCI Virtual Multimedia Ejemplo
Este tipo de cálculo es sencillo, siempre y cuando se sustituya correctamente la información de las fórmulas, por lo que es primordial estar atento a la información dada antes de comenzar cualquier operación.
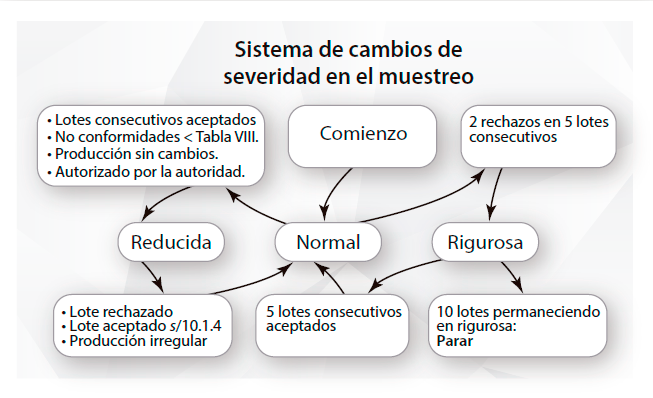
Para garantizar la calidad de las armas durante la Segunda Guerra Mundial se desarrolló la norma MIL-STD-105E, que más tarde fue cancelada debido a la existencia de otras normativas como la ANSI/ASQC Z1.4 y la BS 6001, sin embargo, sus requisitos prevalecen y han sido adoptados por la norma ISO 2859:
CNCI Virtual Multimedia ¿De qué se trata?

Dichos lineamentos están contenidos en las siguientes partes:
En relación con lo anterior, la MIL-STD-105E trata los planes de muestreos lote a lote mediante el siguiente contenido:
Ejemplo:
Se inspeccionará un lote de trescientas piezas en el cual se determinó el NCA 065, que indica un nivel II; con esta información se identifica en la tabla la letra código H.
 Imagen 2. Letras código (MIL-STD-105D)
Imagen 2. Letras código (MIL-STD-105D)
Dependiendo del tipo de plan de muestreo que se seleccione, se verifican las tablas correspondientes de la MIL-STD-105D.
En este caso, se optó por un plan de muestreo simple con inspección normal, a lo que corresponde un tamaño de muestra de cincuenta, sin embargo, se redirecciona a una muestra de ochenta, por lo tanto, Ac = 1 (número de aceptación) y Re = 2 (número de rechazo).
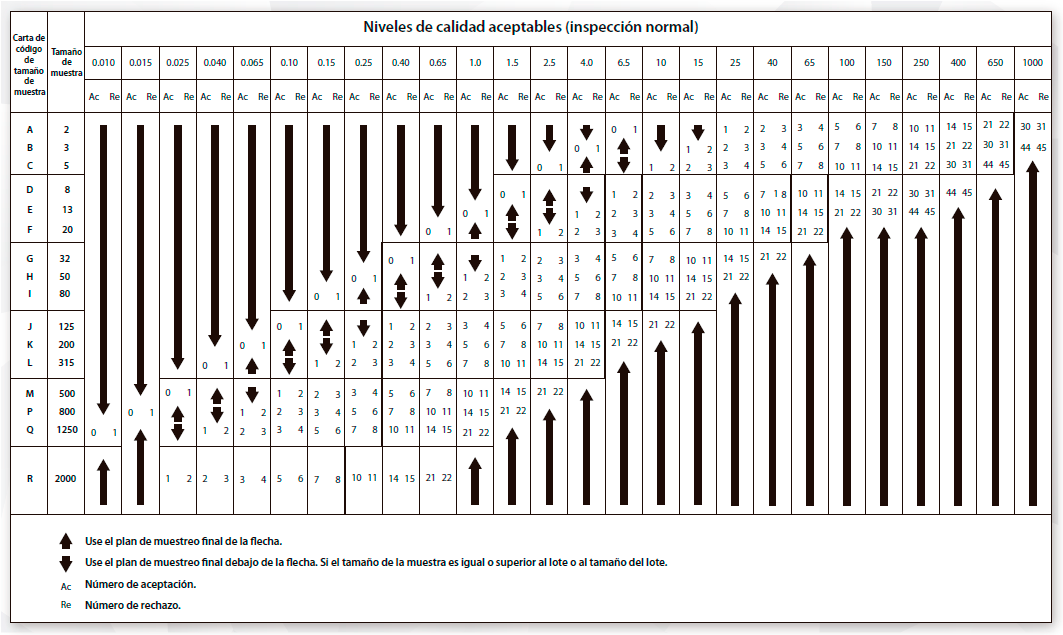 Imagen 3. Tabla II-A: Inspección normal
Imagen 3. Tabla II-A: Inspección normal
Cuando se requiere hacer una inspección más pequeña en el lugar donde se generan los productos, considerando el nivel de calidad límite y media, se utilizan las tablas de inspección Dodge-Roming, esto aplica para un muestreo simple o doble durante el proceso de inspección lote por lote.

Los niveles de calidad límite que se manejan son de 0.5, 1.0, 2.0, 3.0, 4.0,5.0, 7.0 y 10 por ciento para muestreo sencillo o doble, calculando previamente el valor del NCL.
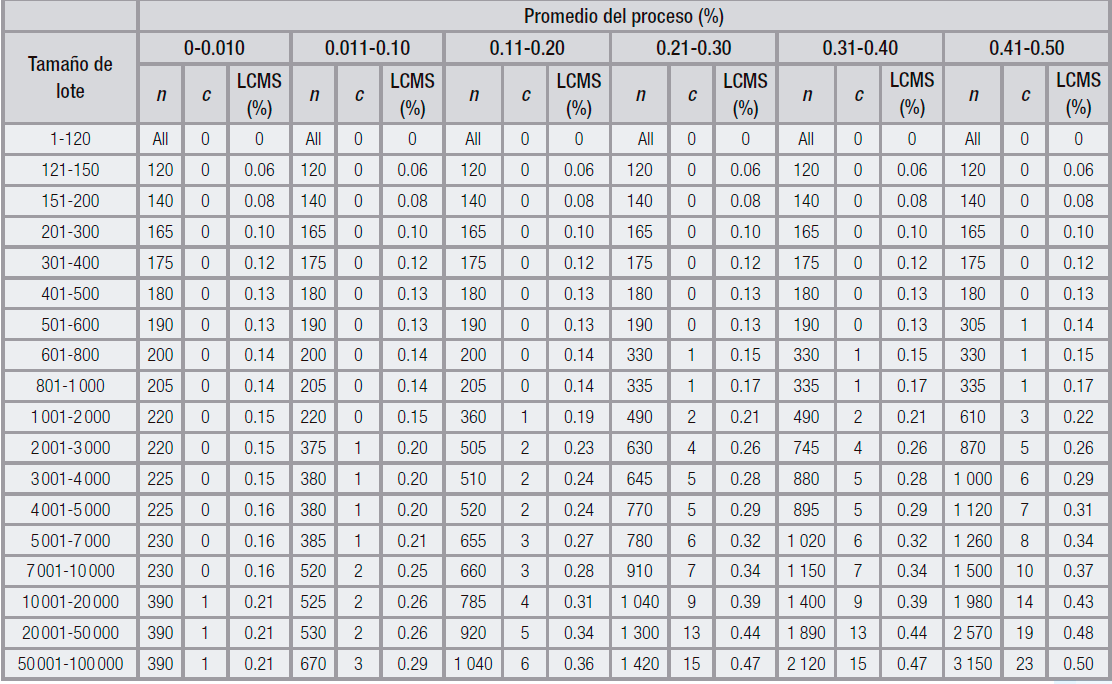 Imagen 4. Tabla de inspección de muestreo sencillo de Dodge-Roming, NCL 1.0 %
Imagen 4. Tabla de inspección de muestreo sencillo de Dodge-Roming, NCL 1.0 %
Nota: las siglas LCMS significan límite de calidad media de la salida.
Ejemplo:
En una fábrica de hilos se requiere inspeccionar un lote de mil quinientas piezas con una media del proceso de 0.25 % mediante un muestreo sencillos con un NCL de 1 %.
¿Qué pasos deberán seguirse?
La aplicación de tablas para planes de muestreo con límite de la calidad media de salida (LCMS) funciona para lotes que ya están establecidos en cuanto a su tamaño o cuando se trata de una parte de la producción que se inspecciona, pero no garantiza la calidad en el caso de lotes individuales.
En total se manejan veintiséis tablas divididas para la realización de planes de muestreo simple y doble, lo cual debe determinarse previamente, al igual que el tamaño del lote, el valor de LCMS y el porcentaje promedio del proceso.
Así como las tablas MIL-STD, existen tres niveles de inspección para determinar la cantidad relativa, éstos son:
CNCI Virtual Multimedia Toma en cuenta que…

Para saber qué tipo de tabla debe utilizarse es necesario establecer el valor de LCMS y definir el tipo de muestreo, ya sea doble o sencillo.
Por ejemplo, en un lote de mil quinientos azulejos con un valor promedio de 1.60 % se requiere realizar un plan de muestreo sencillo con un LCMS igual a 3 %; por lo tanto, se localiza en la tabla dicha cantidad, el tamaño del lote y el promedio del proceso, encontrando que la dimensión de la muestra n es igual a sesenta y cinco, mientras que la constante c es tres, siendo éste el valor de aceptación de la muestra y el NCL es de 10.2 %.
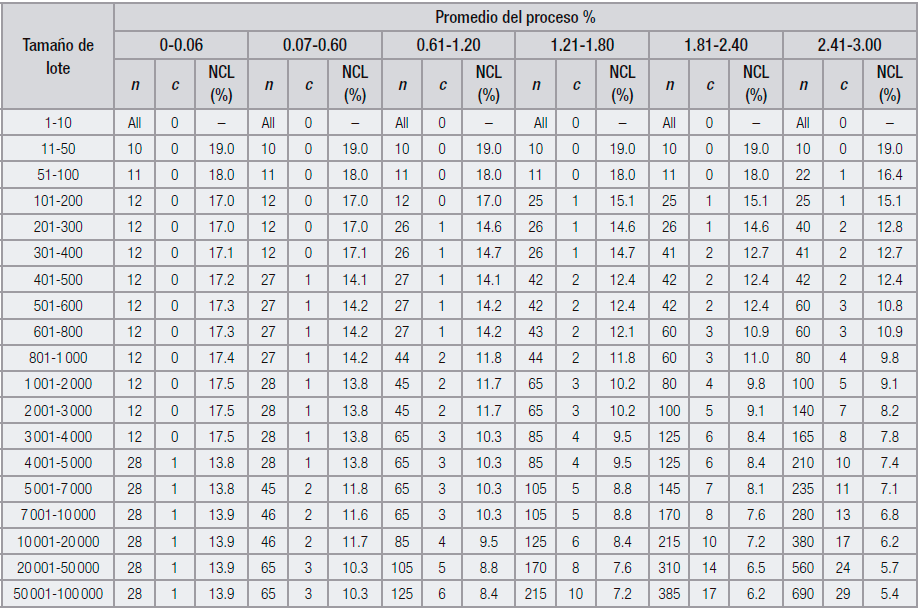 Imagen 5. Inspección de lotes por muestreo simple de Dodge-Roming, LCMS 3.0 %
Imagen 5. Inspección de lotes por muestreo simple de Dodge-Roming, LCMS 3.0 %
Como se puede apreciar, toda la información requerida para garantizar la calidad de los productos se logra identificar en las tablas.
Cuando se tienen lotes aislados con una población finita o series de lotes con población infinita pueden aplicarse los planes de muestreo de aceptación por atributos.
La curva de operación CO indica en el eje horizontal el porcentaje de las unidades defectuosas que se inspeccionarán y, en el vertical, la probabilidad de aceptar lotes defectuosos; de esta forma la gráfica representa el plan de muestreo.
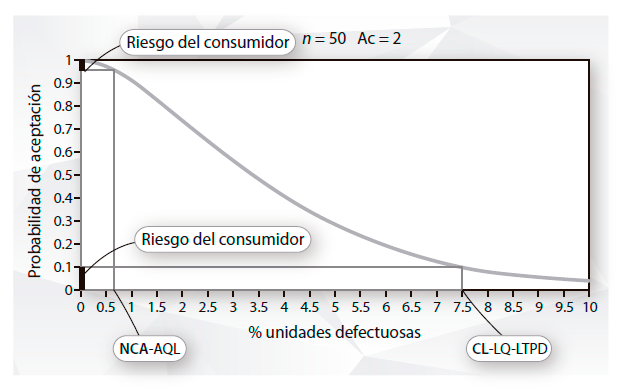 Imagen 6. Puntos característicos de la curva CO
Imagen 6. Puntos característicos de la curva CO
Los niveles de calidad aceptable y el límite en una curva de aceptación se identifican en el eje vertical con la probabilidad de aceptación y de rechazo, respectivamente.
De acuerdo con la imagen anterior, en las curvas de aceptación es posible distinguir lo siguiente:
A continuación se presenta un ejemplo para la determinación de un plan de muestreo con NCA y CL establecidos:
CNCI Virtual Multimedia Aplicación
En una inspección rectificadora puede asumirse que en los lotes rechazados los defectuosos son reemplazados por artículos aceptables, así que para calcular la curva existen las siguientes fórmulas:


Esta última fórmula se utiliza al inspeccionar el 100 % los lotes que han sido rechazados y representa la relación entre la calidad del material que entra y el promedio de productos que deberán ser revisados.
Siguiendo estos planes será posible obtener los cálculos precisos sobre los lotes y con ello buscar las alternativas para obtener un mayor nivel de aceptación.
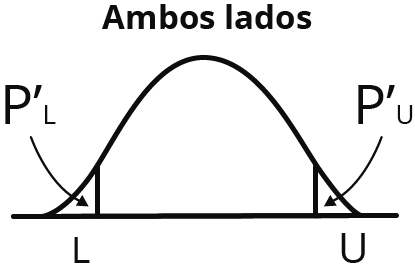
En caso de tener artículos que requieren una inspección de variables, los planes de muestreo deberán tomar en cuenta las siguientes consideraciones:
Para determinar los planes de muestreo de variables es necesario que las características de la distribución sean normales, estimando una media poblacional a través de la media muestral, por lo que es posible presentar una sigma conocida y con un solo límite o dos de tolerancia, o bien, la sigma puede ser desconocida con uno o dos límites de tolerancia, lo cual determinará la distribución estadística que debe utilizarse para el cálculo de la media, como se muestra a continuación:
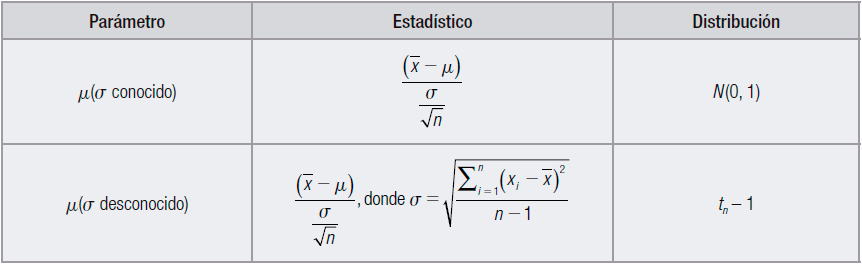 Imagen 7. Distribución estadística
Imagen 7. Distribución estadística
Como se comentó en el apartado anterior, las situaciones que podían presentarse con sigma conocida y desconocida se describen a continuación para determinar la media muestral:
Para una sigma conocida con un límite de tolerancia, el NCA es la fracción defectuosa del lote y la probabilidad de aceptación es de 95 %, para lo cual se establece la calidad límite que calculará la muestra y el factor k, mismo que representa un nivel crítico, esto se lleva a cabo mediante las siguientes fórmulas:

Es importante tener en cuenta que en esta fórmula la variable z funge como una estimación de la capacidad de sigma y AQL se refiere al nivel de calidad aceptable.
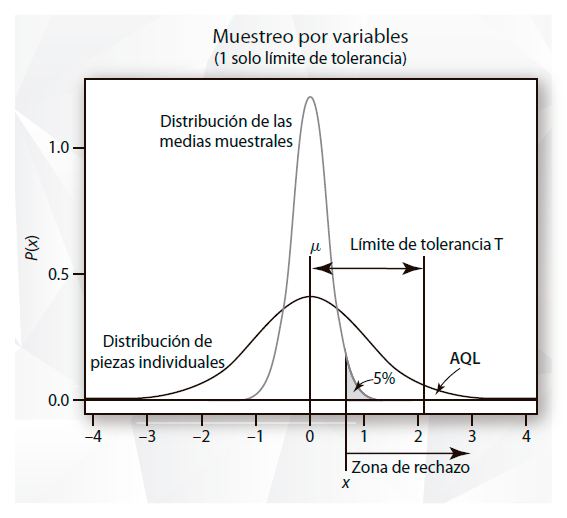 Imagen 8. Un solo límite de tolerancia
Imagen 8. Un solo límite de tolerancia
Cuando se tengan dos límites de tolerancia muy cercanos con una fracción defectuosa que no cumple, es posible evitar la toma de la muestra. Ahora bien, si las tolerancias están muy alejadas y únicamente se considera el límite más cercano, o también cuando la fracción defectuosa está en ambas colas, el tamaño de la muestra y de k se calculará con las siguientes fórmulas:

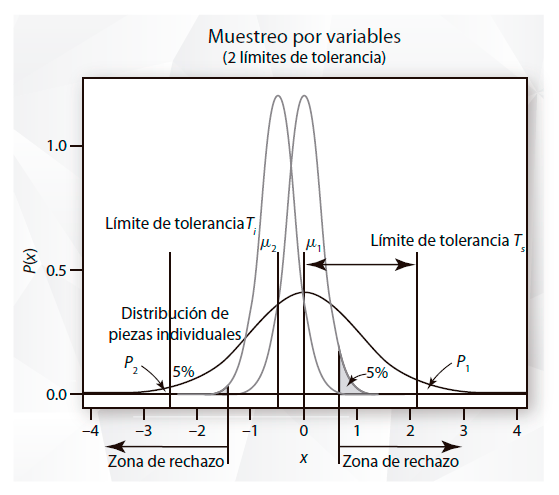 Imagen 9. Dos límites de tolerancia
Imagen 9. Dos límites de tolerancia
Si la sigma es desconocida se determina el factor crítico k teniendo una muestra con una media y una desviación típica muestral por medio de las fórmulas que se muestran a continuación:

Como se abordó durante este tema, los planes de muestreo sirven para determinar las cantidades de los productos que deben inspeccionarse dentro de un lote, así como para tener identificados los criterios de aceptación y rechazo con base en las tablas de muestreo, con ello se aseguran los estándares de calidad más altos en el producto con el fin de satisfacer las necesidades del cliente.
El muestreo es una técnica muy importante en la industria, motivo por el cual existen las normas ISO con requisitos de inspección y muestreo para diferentes giros.

Cabe mencionar que en cada etapa debe existir una verificación, desde las materias primas para la fabricación (antes y después de la elaboración), en el cumplimiento de las características, ya sean atributos o variables, en las normativas aplicables a cada tipo de producto alimenticio, en las etiquetas de caducidad, así como en los códigos que los clientes finales observan.
Teniendo en cuenta la información anterior, ¿cuáles son los beneficios de los planes de muestreo y cómo se ejecutan de manera efectiva?
AF7 - T14
Instrucciones: Elabora un cuadro comparativo mencionando las ventajas y desventajas de los planes de muestreo por atributos y por variables.